
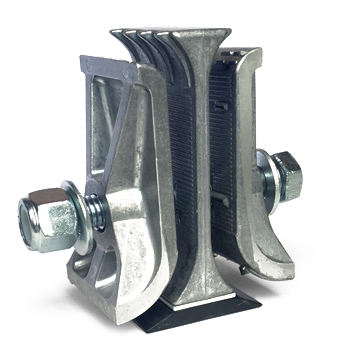
ULTRA 具有 SUPER 接头的所有优点,但具有更小的框架和单螺栓设计。 ULTRA 专为高达 800 PIW 的皮带而设计,还具有 MAXI-SPLICE 三件式结构和 NBR 橡胶楔块,可防止皮带磨损。 与 SUPER 一样,ULTRA 的设计具有更大的半径,可实现温和的皮带转弯。
特点与优势
- 高档轻质铝结构
- NBR 橡胶楔块保护皮带背面
- 包括模板胶带
- 重量:1.93 磅。 每个
- 5/8" x 4 1/2" 六角头螺栓
- 适用于高达 800 PIW 的皮带
应用
- 大容量电梯
- 出口设施
- 加工厂
- 河流码头
- 宽斗式提升机
- 多排斗式提升机
推荐工具
- 用于 11/16 英寸直径孔的 Maxi-Lift Ultra 皮带冲床。
- 扭矩扳手能够达到 150 英尺磅的额定扭矩
- 15/16” 直径深插座
- 15/16”扳手
- 冲击扳手
- Ultra Splice 模板胶带
- C-Clamp 虎钳夹具将传送带固定到位
- 银色铅笔或Sharpie标记传送带
装置 (下载 PDF 说明)
- 按照既定程序锁定/挂牌斗式提升机。
- 确保传送带端部平整且平整。 用银色铅笔或记号笔找到并标记皮带中心线。
- 使用标记的中心线作为指导应用 Maxi-Splice Ultra 模板胶带。 有关完整的详细信息,请参阅胶带背衬上的说明。 确保模板被正确应用。 修剪模板胶带多余的皮带边缘。
- 使用 Ultra 皮带打孔器在标记位置穿过皮带打孔。
- 将皮带的末端拉在一起,对齐并固定到位。 夹紧后,检查两端是否方形。 使用穿过第一条皮带的孔作为指导,通过第二条皮带切割孔。
- 通过安装橡胶来准备每个接头的中心部分,并在下面使用所需的垫片。
一种。 高达 5/16 英寸厚的传送带,将橡胶楔块(不带垫片)直接安装到铝制中心部分
湾。 5/16” 到 3/8” 厚的传送带,在楔块和铝制中心部分之间插入一个垫片。
C。 3/8” 到 ½” 厚的传送带,在楔块和铝制中心部分之间插入两个垫片。 - 使用提供的六角扳手螺栓和提供的六角扳手固定楔块/垫片组件。 如果重复使用螺钉,则需要重新涂抹螺纹锁固剂。
- 将中心 Ultra 拼接楔插入皮带两端之间,与钻孔对齐。 应放置中心楔块,使橡胶楔块朝向皮带轮侧。 将两个外板之一放在传送带顶部,并与传送带上的钻孔对齐。 较大半径端应朝向皮带的皮带轮侧。 将其中一个垫圈应用到 5/8” 5 级螺栓上,然后将螺栓插入孔中。 螺栓头应向上,以保护螺纹在使用过程中免受磨损。
- 应用底板,添加第二个垫圈,然后拧上锁紧螺母。 拧紧直到轻轻贴合。 此时您会希望接头相对较松,以便在最终拧紧之前重新定位和调整它们。 由于较厚传送带的刚度,可能需要使用夹子将传送带末端拉到一起以允许应用螺母。
- 重复此过程,直到所有单元就位并准备好进行最终拧紧。
- 在仍松散固定的同时,确保所有 Ultra 拼接板均已成方形并正确对齐。 使用冲击扳手将螺栓拧紧至 50 英尺磅,从外部接头开始,先在一侧,然后在另一侧。 接下来,转到中心接头,拧紧,然后从左到右交替,直到所有单元都拧紧。 最终扭矩应为 125 英尺磅,用扭矩扳手检查。
- 一旦所有装置都完全收紧,慢慢释放夹子上的张力,让皮带拉到其自然位置。 更换检修面板并空载运行电梯 30 分钟,然后重新检查拼接螺栓上的扭矩。 根据需要进行调整。
- 在负载下运行电梯并再次检查扭矩。
重要 - 由于较厚的橡胶带固有的压缩特性,有必要在操作的第一周经常检查接头,因为带会压缩导致螺栓扭矩损失。 否则可能会导致拼接失败。 接头检查应该是任何维护计划的常规部分。 继续定期检查接头,以验证紧固件是否符合扭矩规格。
皮带接头技术数据表
| 零件细节 | 产品 | 最大拼接 | 最大拼接 | 最大拼接 | 最大拼接 | 最大拼接 |
| 品牌 | CI | AB | ULTRA | 超 | TITAN | |
| 零件编号 | CI5 | AB5 | 超5 | SUPER5 | TITAN | |
| 拼接结构 | 颜色 | 白银 | 锰青铜 | 白银 | 白银 | 白银 |
| 建设 | 3件式机械夹紧装置 | 3件式机械夹紧装置 | 3 件式机械夹紧装置,带 NBR(丁腈)橡胶楔 | 3 件式机械夹紧装置,带 NBR(丁腈)橡胶楔 | 3 件式机械夹紧装置,带 HNBR 橡胶楔 | |
| 金属材料 | 镀锌铸铁 | 锰青铜 | 铝材料 | 铝材料 | 铝材料 | |
| 金属说明 | 黑色铸铁 | 有色青铜 | 高档轻质铝材 | 高档轻质铝材 | 高档轻质铝材 | |
| 橡胶材质 | 不包含 | 不包含 | 可更换 NBR 橡胶楔 | 可更换 NBR 橡胶楔 | 可更换的 HNBR 橡胶楔 | |
| 接头规格 | 重量磅。) | 2.6 | 2.9 | 1.93 | 4.8 | 每个应用程序 |
| 长度 | 3" | 3" | 4-1 / 2英寸 | 6-1 / 4英寸 | 6" | |
| 宽度 | 2" | 2" | 2-1 / 2英寸 | 3" | 每个应用程序 | |
| PIW 额定 | 高达 600 PIW 的拉伸强度 | 高达 800 PIW 的拉伸强度 | 高达 800 PIW 的拉伸强度 | 800-1200 PIW 拉伸 | 超过 1200 PIW | |
| 推荐输送带厚度 | 1/4" 到 5/8" | 1/4" 到 5/8" | 1/4" 到 5/8" | 3/8" 到 3/4" | 每个应用程序 | |
| 螺栓规格 | 螺栓数 | 1 | 1 | 1 | 2 | 每个应用程序 |
| 螺栓等级 | 5级六角头螺栓 | 5级六角头螺栓 | 5级六角头螺栓 | 5级六角头螺栓 | M16 10.9 六角头螺栓 | |
| 螺栓直径(英寸) | 1 / 2“ | 9 / 16“ | 5 / 8“ | 3 / 4“ | 每个应用程序 | |
| 螺栓长度(英寸) | 5" | 5" | 4-1 / 2英寸 | 5英寸和5-1/2英寸 | 每个应用程序 | |
| 洗衣机 | USB MIDI(XNUMX通道) | USB MIDI(XNUMX通道) | USB MIDI(XNUMX通道) | USB MIDI(XNUMX通道) | USB MIDI(XNUMX通道) | |
| 坚果 | 尼洛克 | 尼洛克 | 尼洛克 | 尼洛克 | 椭圆锁紧螺母 | |
| 推荐扭矩 * | 75 英尺/磅 | 100 英尺/磅 | 125 英尺/磅 | 150 英尺/磅 | 每个应用程序 | |
| 包括模板胶带 | USB MIDI(XNUMX通道) | USB MIDI(XNUMX通道) | USB MIDI(XNUMX通道) | USB MIDI(XNUMX通道) | 需要特殊模板 | |
| 垫片 | 每个皮带厚度所需的垫片 | 无 | 无 | 5/16” 以下 – 无垫片 5/16” 至 3/8” – 1 个垫片 3/8” 至 1/2” – 2 个垫片 | 1/2” 以下 – 无垫片 1/2” 至 5/8” – 1 个垫片 5/8” 至 3/4” – 2 个垫片 | 无 |
| 温度额定值 | 最大限度。 工作温度 | 600°F / 350°C | 500°F / 260°C | 200° F / 93° C(NBR 橡胶楔块限制因素)——可用于更高温度的替代楔块 | 200° F / 93° C(NBR 橡胶楔块限制因素)——可用于更高温度的替代楔块 | 320° F / 160° C(HNBR 氢化丁腈橡胶楔块限制系数) |
| Nylock 螺母最大。 温度 | 250°F | 250°F | 250°F | 250°F | 320°F | |
| 最小带轮直径 | 农业(高速)** | 12" | 12" | 24" | 30" | 48" |
| 工业(离心/重力) | 12" | 12" | 20" | 36" | 48" | |
| 桶投影 | 最低推荐 | 4" | 4" | 5" | 7" | 8" |
| 特点与优势 | 坚固、标准、机械接头 | 不产生火花、不腐蚀、不生锈 | 无火花、无腐蚀、不生锈、更长的皮带寿命 | 无火花、无腐蚀、不生锈、更长的皮带寿命 | 无火花、无腐蚀、不生锈、更长的皮带寿命 |
警告:不要在升降机上使用任何 MAXI-SPLICE!
在安装任何 Maxi-Splice 产品之前,请阅读所有说明。 可以在 maxilift.com 上找到说明。 不遵守安装说明可能会导致拼接失败。 与任何皮带接头一样,需要进行连续、定期的检查,否则可能会发生故障。
切勿在一次安装中混合使用 Maxi-Splice 产品。 夹紧压力降低或不均匀可能会损害接头的完整性,并可能导致接头故障。
Maxi-Lift 既不征求也不推荐使用任何 Maxi-Splice 皮带夹来拼接载人升降皮带。 Maxi-Splices 既不是为此目的而设计的,也不是为此目的进行测试的。 任何为此目的安装 Maxi-Splice 产品都可能导致拼接失败,从而导致严重的人身伤害甚至死亡。 不要在钢缆带上使用。
重新安装 Maxi-Splices 时,请勿重复使用尼龙嵌件锁紧螺母。 请使用新的 nylock 螺母重新安装。 Maxi-Lift 可提供替换件。
对于超过 250° F 的应用,不得使用尼龙插入锁紧螺母,因为此温度范围超过了制造商对尼龙完整性的阈值。 应改为使用压缩锁紧螺母。
虽然 AB 和 CI Maxi-Splice 可用于翼形皮带轮,但它们可能会导致接头处皮带背面的磨损。 用户有责任定期检查接头以防止故障。 当接头接触滑轮的翼部时,也可能会听到噪音。



博费舍尔
北美销售副总裁
索尼娅·费舍尔
内部销售
埃文德·弗洛雷斯
内部/国际销售
卡洛斯·卡米托托利(Carlos Camiciottoli)
中美洲和墨西哥
马特·波特
技术销售专员
德鲁·拉斯特
业务发展专员
院长韦德金德
技术销售专员
阿德里尔·萨斯特
内部销售
莱斯利·索洛扎诺
内部销售